

卡氏炉-卡尔费休库仑法水分仪联用测定油品中水分含量
浏览次数:670
摘要
液压油是一种重要的工业润滑油,在工程机械中有着广泛的应用。高品质的液压油可以大大提高液压系统的工作效率,减少换油次数,但较长的工作周期极易使液压油受到污染
液压油是一种重要的工业润滑油,在工程机械中有着广泛的应用。高品质的液压油可以大大提高液压系统的工作效率,减少换油次数,但较长的工作周期极易使液压油受到污染,从而影响液压油的寿命和品质,甚至损坏整套工作设备。水是液压油最常见的污染物之一,水分的存在会使液压油乳化,生成难以破坏的乳化液,导致液压元件锈蚀甚至系统堵塞[1][2][3]。
工业润滑油的水分检测方法主要分为蒸馏法和卡尔费休法,蒸馏法操作简单,但检测精度较低且用油量大,主要用来检测含水量较高的液压油[1][4]。
卡尔费休法是检测水分含量的经典方法。相较于蒸馏法,使用卡尔费休水分仪检测水分含量,具有用样量小、检测精度高且重复性好的优点。在检测油品中的水分时,卡尔费休容量法同样存在许多不足。油的黏度较大且不易溶于甲醇,若直接加入样品池会影响磁转子搅拌效果,延长检测时间,甚至会附着在电极上导致检测结果出现偏差。为了让油品在样品池中完全溶解,一般会采取引入芳烃作为溶剂的方式进行检测,这种方式虽然可以使油品更好溶解,但操作更加繁琐,芳烃的引入也可能对操作人员的健康造成一定影响。
使用卡氏炉和卡尔费休库仑法水分仪进行联用检测,则可以较好地解决上述问题。采用卡氏炉作为进样装置,将油品中的水分蒸出后用干燥的载气将其带入卡尔费休库仑法水分仪中进行检测。由于过程中不向水分仪引入除水分外的其他组分,所以避免了副反应的发生,检测结果也更加准确可靠。
1 实验部分
1.1 卡氏炉原理
卡氏炉适用于在较高温度下会与水分离、难溶或与卡氏试剂易发生反应的样品。将待测样品称重后放进用隔膜密封的小样品瓶,置于样品盘上。给炉子设定温度对样品瓶进行加热,加热的同时会有套筒针从样品瓶上方穿透隔膜,干燥的载气由此进入瓶内,将蒸出的水分运送到水分仪样品池中进行检测,原理如图1所示。
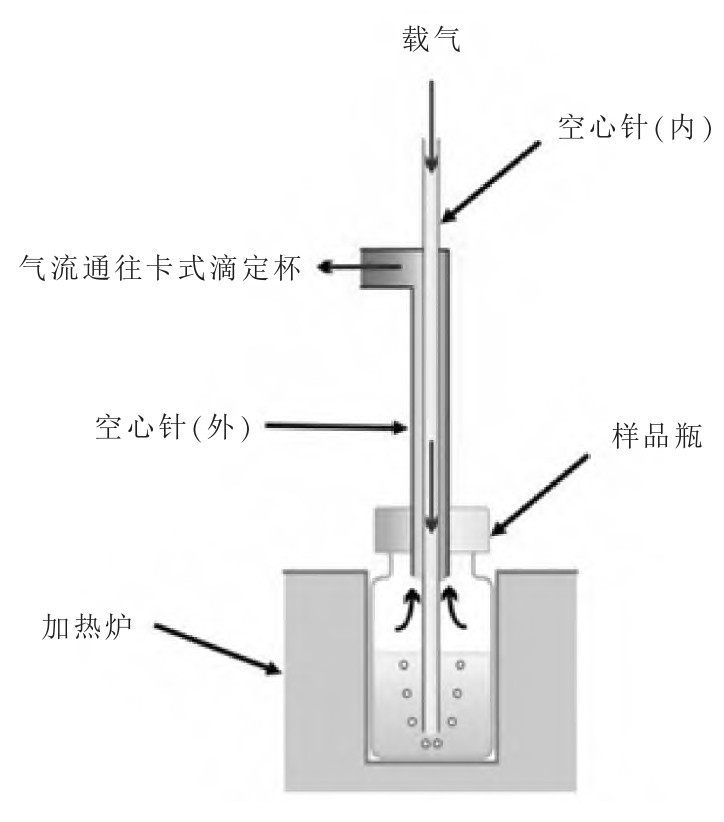
图1 卡氏炉进样装置原理示意图
1.2 仪器和试剂
瑞士万通885型卡氏炉;瑞士万通851型库仑法卡尔费休水分仪;瑞士万通870型容量法卡尔费休水分仪;天津赛孚瑞KFR-C19库仑电量法卡尔费休试剂(卡氏炉专用);载气:空气(经分子筛干燥);工作站:万通tiamo 2.5。
1.3 工作参数
称样量:2 g;卡氏炉加热温度:150℃;萃取时间:5 min;载气流速:40 m L/min;相对停止漂移量:10μg/min;平衡停止漂移量:20μg/min。
1.4 实验过程
称取适量油品到空样品瓶后拧紧瓶盖,精确记录油品质量。另取一只洁净的样品瓶作为空白瓶,放在样品盘的第1位,将装有油品的样品瓶依次往后放置。先调用“空白”方法测量空白瓶内的水分质量,再调用“样品”方法测量样品瓶内的水分质量,测量完成后系统会自动将样品瓶内水分质量减去空白瓶内水分质量,得到油品中含水分质量,并与输入的油品质量进行计算,最终给出油品中水分含量。
2 结果讨论
2.1 不同参数对结果的影响
2.1.1 称样量
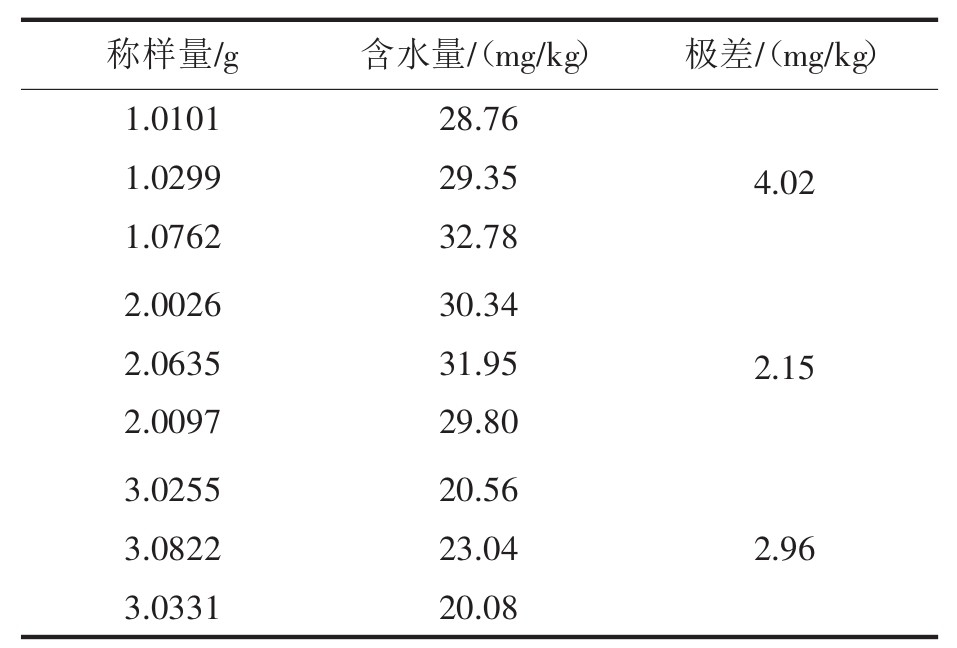
分别称取1、2、3 g样品进行实验,检测结果如表1所示。
称样量会直接影响进入水分仪样品池的水分总量,水分仪检测的水分总量过少时,会放大数据波动带来的影响,使检测结果产生较大偏差,所以适当增大称样量可以有效减小数据波动带来的偏差。称样量也不能过大,因为水分总量过多会需要更长的萃取时间,浪费试剂,降低分析效率。表1为不同样品称样量的检测结果。
由表1可知,当称样量为1 g和2 g时,水分检测结果均在30 mg/kg左右,且称样量为2 g时数据极差较小,检测结果更加稳定。当称样量继续增大到3 g后,水分检测结果反而下降到20 mg/kg左右,且数据极差也有变大的趋势。这是由于称样量过大导致水分没有被完全萃取,此时检测结果不可信。因此,样品称样量确定为2 g。
表1 不同样品称样量的检测结果
2.1.2 加热温度及萃取时间
当称样量一定时,使样品中的水分完全蒸出所需的萃取时间和加热温度为近似反比的关系。卡氏炉加热温度越低,将样品中的水分完全蒸出所需的萃取时间越长,反之当加热温度升高时,所需的萃取时间也随之缩短。加热温度过高可能会导致其他组分馏出,对反应产生干扰,所以综合考量后,将加热温度设定为150℃。
在称样量为2 g和卡氏炉加热温度150℃条件下,将萃取时间分别设置为2、5、10 min进行实验,检测结果如表2所示。
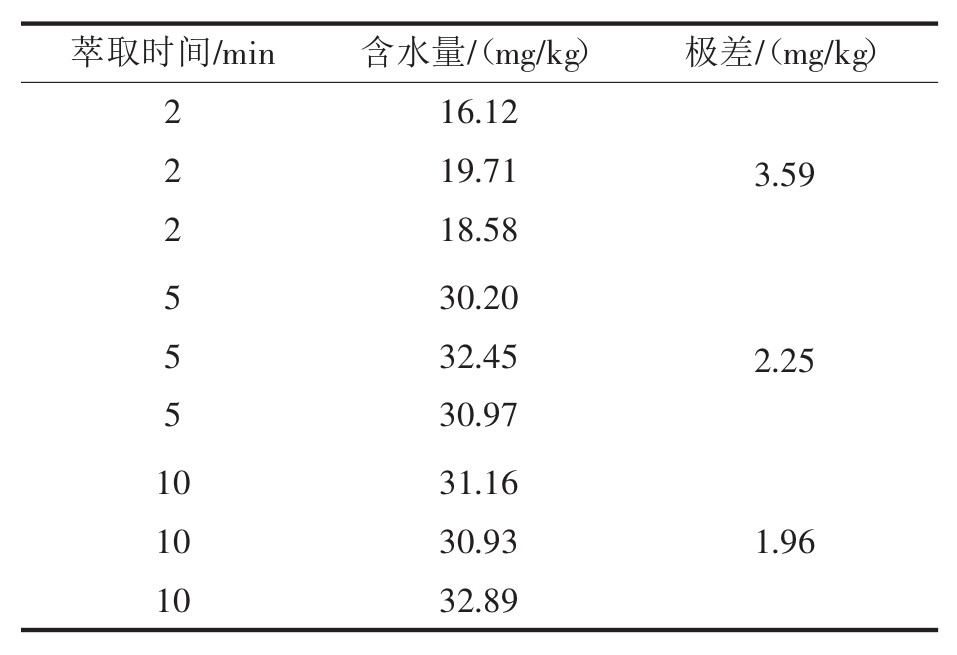
表2 不同萃取时间下的检测结果
由表2可知,当萃取时间为2 min时,检测所得含水量与另外两组的结果相比明显较小,数据极差也较大,说明在此称样量和加热温度下,2 min的萃取时间过短,样品中的水分未完全蒸出,因此结果不可取。
萃取时间延长到5 min后,含水量相较2 min时变大,数据极差变小,且时间继续延长到10 min后,检测结果和数据极差也未发生明显改变,这证明萃取时间为5 min时,样品中的水分已经完全蒸出,继续延长时间对提高检测准确度的意义不大。因此,将萃取时间设置为5 min较为合理。
2.1.3 其他参数
载气流速控制水分进入水分仪的速度,流速设置过低会导致水分无法进入水分仪反应,此时水分仪样品池内无气泡出现;流速设置过高则可能导致部分水分未参与反应就逸散出去,使检测结果偏低。在样品水分总量不大的情况下,水分逸散的可能性较低,所以将载气流速设置到可以使样品池内产生均匀稳定的气泡即可。
平衡停止漂移值和相对停止漂移值是控制检测终点的指标,数值越小终点越难到达,一般采用默认数值,本文对此不作详细叙述。
2.2 重复性和对比实验
使用选定的参数对样品进行重复性实验,结果如表3所示。
表3 重复性实验结果
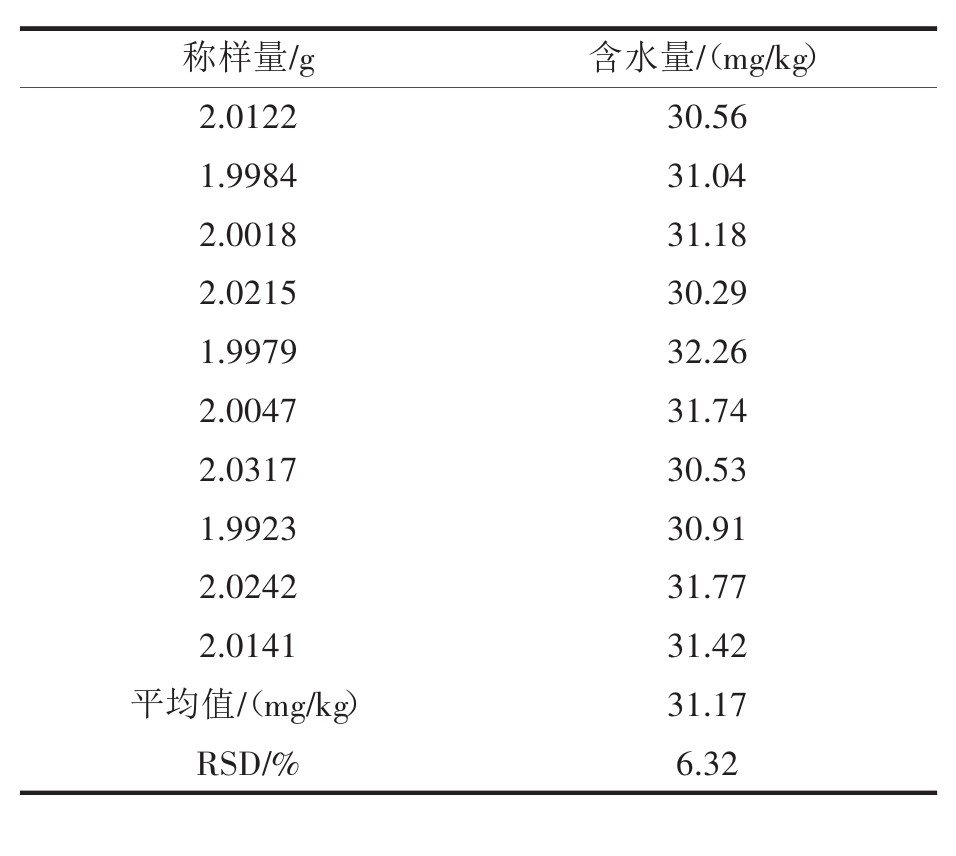
由表3中数据计算可知,10次重复测试结果平均值为31.17 mg/kg,RSD为6.32%。
表4 不同检测方法的对比实验结果
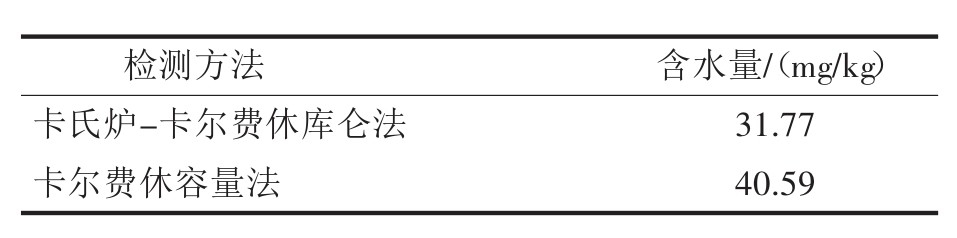
表4为两种检测方法的检测结果,相较于传统的卡尔费休容量法,卡氏炉-卡尔费休库仑法的检测结果要低一些,这是由于使用卡氏炉进样后,不需向水分仪中引入芳烃和样品,水分仪只检测微量水,减少了副反应的发生,使检测结果更准确。
3 结论
本文采用卡氏炉与卡尔费休库仑法水分仪联用的方式对油品中的水分含量进行检测,建立了新的检测方法。同传统的检测方法相比,联用卡氏炉后使用卡尔费休库仑法进行检测,减少了对操作人员的毒害,提高检测准确度的同时节省了试剂。